مفهوم لقی (Backlash) در سیستمهای CNC FANUC
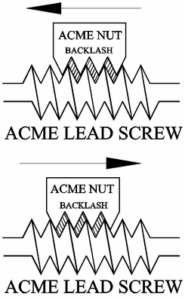
لقی یا Backlash در سیستمهای حرکتی CNC به فاصله یا بازی مکانیکی بین اجزای انتقال حرکت مثل پیچ و مهره یا بالاسکرو (Ball Screw) گفته میشود. این لقی در اثر سایش، خطاهای مونتاژ و یا طراحی به وجود میآید و باعث میشود هنگام تغییر جهت حرکت، محور دستگاه تا مدتی بدون حرکت مؤثر باقی بماند. برای جبران این خطا، کنترلرهای FANUC دارای پارامترهای لقی (Backlash Compensation Parameters) هستند که میتوان با تنظیم آنها دقت دستگاه را افزایش داد.
پارامترهای Backlash در مدلهای مختلف FANUC
براساس مستندات رسمی Fanuc (Manuals & PDFs)، هر نسل از کنترلرها دارای پارامتر خاصی برای جبران لقی محورهای X، Y و Z است:
- Fanuc 6T, 6M
- Reference: B-54045E/02 PDF
- پارامتر لقی:
- P116 (X, Y, Z)
- Fanuc O-T, O-M
- Reference: B-62550EN/01 , B-61394E/08 PDF
- پارامتر لقی:
- 535 (X)
- 536 (Y)
- 537 (Z)
- Fanuc 10/100, 11/110, 12/120
- Reference: B-54815E/05 PDF
- پارامتر لقی:
- 1851 (X, Y, Z)
- Fanuc 15i, 150i
- Reference: GFZ-63330E/03 PDF
- پارامتر لقی:
- 1851 (X, Y, Z)
- Fanuc Oi-C, Oi-D
- Reference: B-64120EN/02 PDF
- پارامتر لقی:
- 1851 (X, Y, Z)
- Fanuc 16i / 18i / 21i / 160i / 180i / 210i
- Reference: B-63530EN/03 PDF
- پارامتر لقی:
- 1851 (X, Y, Z)
نکات مهم در تنظیم پارامتر Backlash در FANUC
- مقدار Backlash Compensation نباید بیش از حد زیاد باشد، زیرا میتواند لرزش یا حرکات ناخواسته ایجاد کند.
- بهتر است قبل از تغییر پارامتر، اندازهگیری دقیق لقی مکانیکی با ساعت اندازهگیری انجام شود.
- توصیه میشود مقدار جبران لقی در محورهای مختلف (X, Y, Z) جداگانه تنظیم گردد، چون میزان لقی در هر محور متفاوت است.
- برای دستگاههایی که از Ball Screw با کیفیت بالا استفاده میکنند، معمولاً مقدار لقی کمتر است و نیاز به اصلاح کمتری دارد.